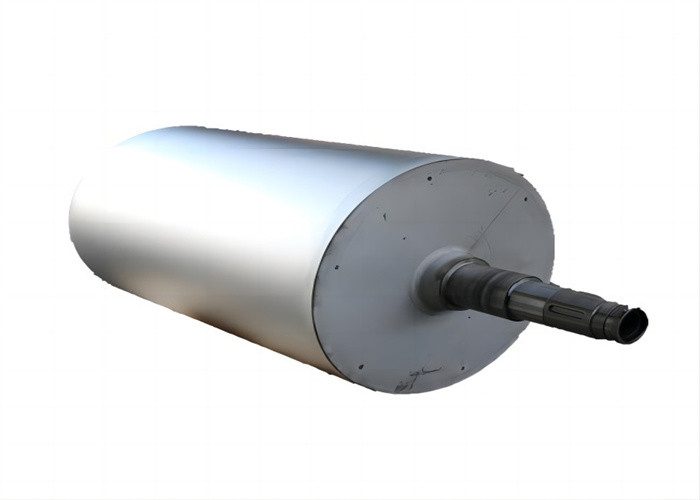
ফিল্ম কাস্টিংয়ের জন্য কাস্টিং রোলার
কাস্টিং রোলার বর্ণনাঃ
The cast film roller adopts strict European manufacturing standards and undergoes multiple welding and heat treatment processes to ensure that the overall structure of the roller is strong and reliable. তার দক্ষ তাপ বিনিময় প্রভাব নিশ্চিত করার জন্য, ঢালাই রোলের প্রবাহ চ্যানেল সব বিশেষভাবে একটি স্পাইরাল আকৃতিতে ডিজাইন করা হয়,এবং প্রবাহ চ্যানেল মাধ্যমে শীতল তরল প্রবাহ হার রোলার পৃষ্ঠ তাপমাত্রা ত্রুটি কমাতে এবং পণ্য তাপমাত্রা অভিন্নতা উন্নত উন্নত গণনা করা হয়কাস্ট ফিল্মের জন্য ব্যবহৃত রোলারগুলির গতিশীল ভারসাম্য নির্ভুলতা বিশেষভাবে গুরুত্বপূর্ণ।বড় আকারের ডায়নামিক ভারসাম্য ক্যালিব্রেশন সরঞ্জাম এবং একাধিক ভারসাম্য সনাক্তকরণ সমাধান এটি উচ্চ গতিতে মসৃণভাবে চলতে সক্ষম করে.

কাস্টিং রোলার বৈশিষ্ট্য
| রোলারের ব্যাসার্ধ |
Φ800-1600 মিমি |
| রোলের সিলিন্ডারিকতা এবং কোএক্সিয়ালিটি |
≤ ০.০০৫ মিমি; |
| রোলারের পৃষ্ঠ |
হার্ড ক্রোমিয়াম |
| ক্রোম স্তর |
৫০-৮০ মিমি। |
| রোলার পৃষ্ঠের তাপমাত্রা ত্রুটি |
±0.5 ~ 1°C; |
| পৃষ্ঠ পোলিশ |
মিরর, সুপার ফাইন মিরর, ম্যাট/ম্যাট, অ্যান্টি-স্টিক রোলার সারফেস ট্রিটমেন্ট |
| সামগ্রিক বিকৃতি |
<০.০৫ মিমি পূর্ণ লোডে |
| গতিশীল ভারসাম্য |
Q=3.2 অপারেশনের সময় |
যোগ্যতাসম্পন্ন ছায়াছবি উত্পাদন শুধুমাত্র কাঁচামাল উপর প্রক্রিয়া সমন্বয় প্রয়োজন না, কিন্তু প্রক্রিয়া শর্তাবলী আয়ত্ত, যার মধ্যে তাপমাত্রা ছায়াছবি কর্মক্ষমতা উপর একটি বৃহত্তর প্রভাব আছে.উপযুক্ত উৎপাদন তাপমাত্রা 230 ~ 250 °C।ঠান্ডা রোলার উপর বায়ু ছুরি যথাযথভাবে ফিল্ম সমানভাবে ঠান্ডা রাখা এবং অস্থির বেধ বা রোলার আঠালো ব্যর্থতা এড়ানোর জন্য নিয়ন্ত্রিত করা আবশ্যক, যা ঝাঁকুনি সৃষ্টি করতে পারে বা উপস্থিতির গুণমানকে প্রভাবিত করতে পারে। এর পাশাপাশি, ছাঁচনির্মাণের উত্পাদন প্রক্রিয়াটির মূল বিষয়গুলির মধ্যে টি-আকৃতির মেশিনের মাথার নকশা অন্তর্ভুক্ত রয়েছে,ঠান্ডা রোলার এর পৃষ্ঠ সমাপ্তি, এবং বিটা-রে বা ইনফ্রারেড বেধগামগুলি ব্যবহার করে ফিল্মের বেধের পর্যবেক্ষণ করা হয় যাতে সন্তোষজনক বেধের প্রয়োজনীয়তা অর্জন করা যায়।
উপাদানঃ উচ্চ মানের 45 # ইস্পাত পাইপ, খাদ ইস্পাত পাইপ, যথার্থ ইস্পাত পাইপ ইত্যাদি নির্বাচন করুন
কাঠামোঃ বিভিন্ন কাঠামোগত নকশা যেমন অভ্যন্তরীণ ট্যাঙ্কের স্পাইরাল প্রবাহ চ্যানেল এবং জ্যাকেট টাইপ
প্রক্রিয়াকরণঃ উন্নত তাপ চিকিত্সা প্রক্রিয়া, quenching এবং tempering, ঘুরিয়ে, সমাবেশ এবং অন্যান্য প্রক্রিয়াকরণের পরে, লাল হাতা গরম ফিট করা হয় এবং আবেদন অপসারণের জন্য welded হয়।
দৃঢ়তা, শ্বাসকষ্ট, সূক্ষ্ম ঘূর্ণন, সূক্ষ্ম গ্রাইন্ডিং এবং প্ল্যাটিং, হার্ড ক্রোম, সুপার সূক্ষ্ম গ্রাইন্ডিং, আমেরিকান 3M ক্ষয়কারী পদার্থ ব্যবহার করে সুনির্দিষ্ট গ্রাইন্ডিং ম্যাট ফিনিস পর্যন্ত পোলিশ বা স্লাইড।
পরামিতিঃ রুক্ষতা Ra0.005 (রোক্ষতা স্তর 14 বা তার বেশি), কোনও কম্পন লাইন, স্ট্রিপ বা রুক্ষতার লাইন নেই। সোজা, রানআউট, কোএক্সিয়ালিটি ≤0.005 মিমি।ঠান্ডা বা গরম করার তাপমাত্রার পার্থক্য ≤±1°C, তাপীয় বিকৃতি ≤0.01 মিমি। quenching পরে, রোলার পৃষ্ঠ কঠোরতা HRC55 ~ 58 হয়। কঠিন ক্রোমিয়াম plating পরে, তাপ চিকিত্সা HRC65 বা তার বেশি হয়।
প্রয়োগঃ পিভিসি, এবিএস, পিপি, পিটি, পিই, পিসি এবং অন্যান্য প্লাস্টিকের শীট, শীট, ফিল্ম, কাগজ,চামড়া, ধাতু, কাপড়, সজ্জা এবং অন্যান্য উপকরণ।

 আপনার বার্তাটি 20-3,000 টির মধ্যে হতে হবে!
আপনার বার্তাটি 20-3,000 টির মধ্যে হতে হবে!